マイクロエンジンのクランクケースの切削加工

小型ツインエンジンのクランクケース
の加工を行います。
極力贅肉を落とすため、円弧切削を
NCフライス盤にて・・・。
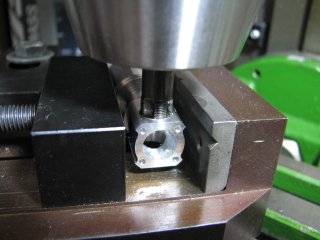
【2気筒エンジンのクランクケースを加工します】
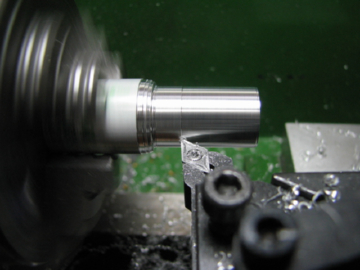
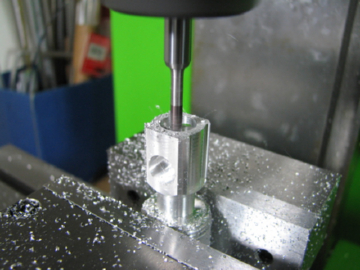
【ケース外周加工】
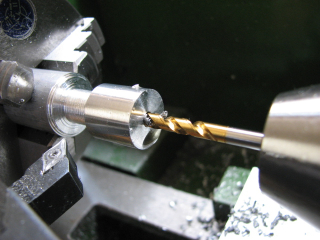
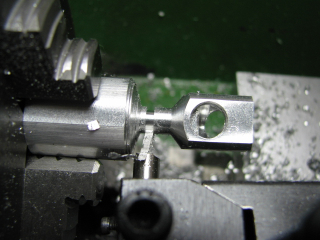
【クランクシャフト穴加工】
(実際は後加工しました。)


【汎用フライスのバイスとワークのセット】
DRO(デジタル・リード・アウト)を「0」にセットして切削準備完了。
【シリンダー取付け面と下穴加工】
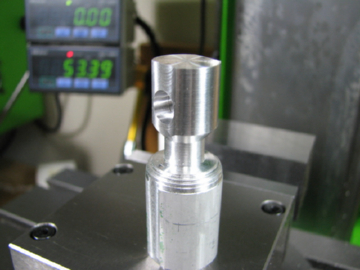
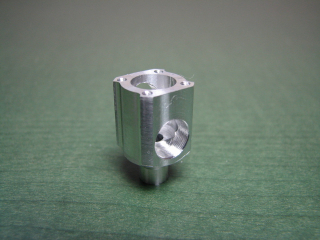
【シリンダー取付け部 完了】
穴あけ位置は、異なります。
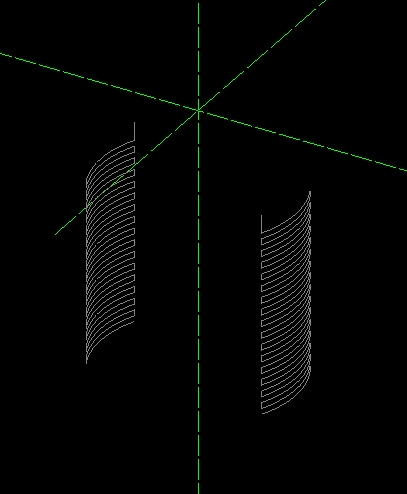
【ここから↓・・NCフライス加工】

(↑画面をクリックすると、NCのCAD図が表示できます)
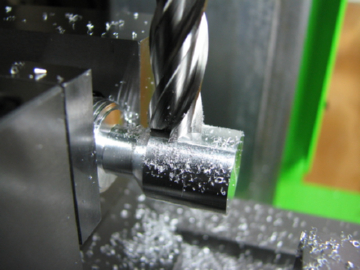
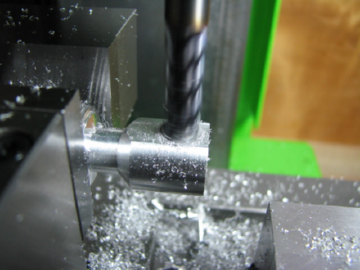
【ケースの側面加工】
行ってくれます。20分程の加工時間です。
腱鞘炎になるくらいハンドルを廻さなければなりません・・
軽量化のための肉抜きです。
(↑画面をクリックすると、NCのCAD図が表示できます)
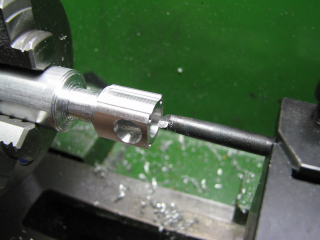
【ケースの中ぐり加工】
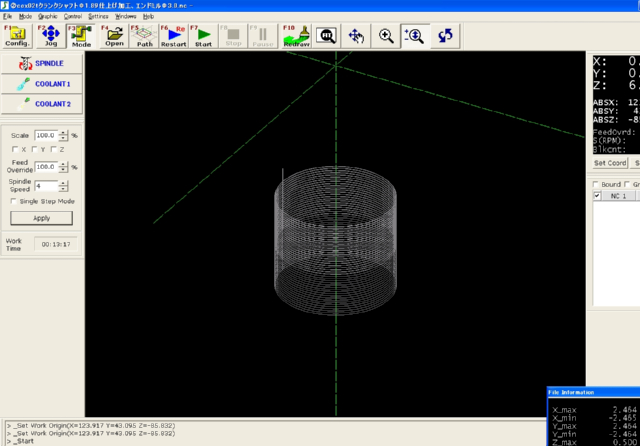
本来は旋盤での中繰り加工になりますが、
深さ精度を出すためと楽したいためです。
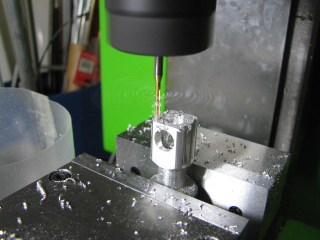

【タップ下穴加工】
(違ってても、どうしようも・・ない。)
【つづいて・・タップ加工】


【タップ加工】

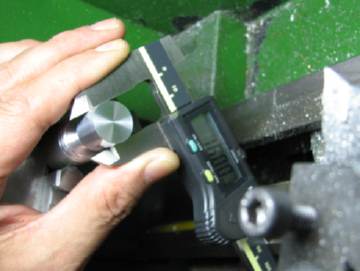
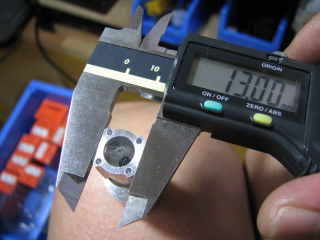
【タップの仕上がりをチェック】
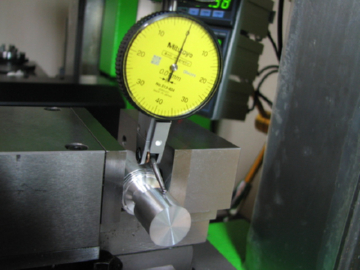
【旋盤で仕上げ加工】
 Tachino Products
Tachino Products
