挻彫宆僄儞僕儞偺僋儔儞僋僔儍僼僩偺擬張棟

挻彫宆僣僀儞僄儞僕儞偺僋儔儞僋僔儍僼僩偵
娙堈偺乽怹扽從偒擖傟乿傪峴偄傑偡丅
僔儍僼僩偺惈擻偼丄擬張棟偱寛傑傝傑偡丅
亂怹扽從擖傟曇亃

亂擬張棟慜偺僋儔儞僋僔儍僼僩亃
偙傟偐傜怹扽從擖傟偡傞儚乕僋偱偡丅
壛岺嵪傒偺儚乕僋傪僗僥儞儗僗偺恓嬥偱敍偭偰偍偒傑偡丅
楢寢偺弴彉偑偁傞偺偱丄僶儔僶儔偵側傜側偄傛偆偵丒丒丅

亂僗僥儞儗僗偺働乕僗亃
僗僥儞儗僗僷僀僾傪壛岺偟偨傕偺偱偡丅
壗搙傕巊偭偰曄怓偟偰偄傑偡偑丄嵽幙SUS304偱偡丅
塃偺娵偭偙偄偺偼丄娙堈偺奧丅


亂儚乕僋偺僙僢僩偲栘扽偺暡傪廩揢亃
働乕僗偺掙偵扽偺暡傪擖傟偰丄儚乕僋傪働乕僗偵擖傟傑偡丅
扽偺暡偼丄儂乕儉僙儞僞乕偱攦偭偨僶乕儀僉儏梡偺栘扽偱偡丅
僩儞僩儞偲怳摦傪梌偊側偑傜枮攖偵側傞傑偱廩揢偟傑偡丅
庤偼恀偭崟丄偄偮傕奜偱偟傑偡偑丄晽偑偁傞偲嵟埆丒丒丒丅

亂從擖傟弨旛姰椆亃
儗儞僈偼儂乕儉僙儞僞乕偱攦偄傑偟偨丅
娙堈偺從擖傟梡偺楩偱偡丅慻傒棫偰暘夝偼丄帺桼帺嵼丒丒丅
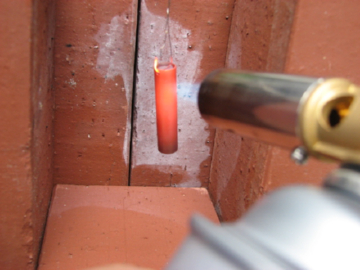
亂壛擬奐巒亃
偙傟傕儂乕僙儞僞乕偱巇擖傟偨僇僙僢僩僶乕僫偱壛擬丒丒丅
儚乕僋偺戝偒偝偵傛偭偰偼丄僶乕僫乕傪俀屄巊偄傑偡丅
壛擬壏搙偼丄怓傪尒側偑傜嶳姩偺栚埨偱偡丅
敄愒偔側偭偨傜栺500亷丄愒偔側偭偨傜栺700亷丄墿怓枴偑偐偭偨傜900亷丒丒
捠忢偺僈僗怹扽偼丄CO僈僗暤埻婥偱900乣950亷偱峴偄傑偡丅
峾偺曄懺壏搙乮723亷丗C%偵傛傝堎側傝傑偡乯埲忋偺丄
僆乕僗僥僫僀僩椞堟偱峴偄傑偡丅
怹扽怺偝偼併帪娫偵斾椺偡傞傒偨偄偱偡偑丒丒揔摉偵15暘偔傜偄峴偄傑偟偨丅

亂媫椻丒從擖傟亃
僶働僣偵悈傪挘偭偰弨旛偟偰偍偒傑偡丅
媫椻偼丄悅捈偵偡偽傗偔擖傟偰丄屻偼偐偒夞偟丒丒丒丅
椻偨偄悈偺昁梫偼側偄傒偨偄偱偡丅曄懺壏搙晅嬤傪
侾昩埲撪偱捠夁偡傟偽丄從擖傟ok丒丒丒丅
揔摉偱傕丄寢峔從偒偼擖傞傒偨偄偱偡丅

亂從擖傟姰椆偺儚乕僋亃
昞柺偼敄惵偄怓偵側傝傑偡丅乮幨恀偱偼晄柧丠乯
傑偲傕偵儚乕僋傪僈僗僶乕僫偱壛擬偟偨傜丄昞柺偼
巁壔偟偰丄崟偭傐偔側偭偰丄悺朄偼朿挘偟傑偡丅
怹扽偱偼丄彮偟弅傓偺丠丠
怹扽從擖傟偲尵偆傛傝丄巁壔偟側偄從擖傟(^^;)
從偒偑擖偭偰偄傞偐偳偆偐偼丠儎僗儕傪摉偰傞偲傛偔暘偐傝傑偡丅
亂懕偄偰從偒栠偟曇亃


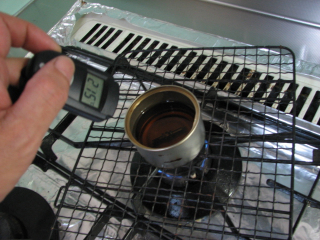
亂揤傉傜桘偱從偒栠偟亃
從擖傟偟偭曻偟偼惼偄偨傔從偒栠偟張棟傪峴偄傑偡丅
偲偄偭偰傕丄娛媗偲揤傉傜桘偱丒丒丒
彫偝側娛媗偺娛偵丄揤傉傜桘傪擖傟偰僐儞儘偱壛擬丒丒丒丅
娙堈偺曻幩壏搙寁偱栺200亷偵僉乕僾丒丒乮彮偟墝偑弌傞偔傜偄乯

亂傂偨偡傜丒丒揤傉傜傪梘偘傑偡亃
200亷慜屻偱栺侾帪娫傎偳壛擬偟傑偡丅
從偒栠偟偼丄榗傫偩慻怐傪惍偊傑偡丅

亂偙傟偱擬張棟姰椆亃
偙傟偱丄嫮搙丄恱惈偲傕偄偄嬶崌偵丒丒丒丅
擬張棟屻偵丄攋懝帋尡傪峴偭偰尒傑偟偨丅
從擖傟偟偨偩偗偺傕偺偼丄儁儞僠偱嬋偘傞偲娙扨偵億僉僢偲愜傟傑偡丅
從偒栠偟偟偨傕偺偼丄側偐側偐愜傟傑偣傫丅寴偔偰嫮偄両
帺暘偺庤偱夡偟偰傒傞偲丄堘偄偑傛偔暘偐傝傑偡丅
庤娫傂傑偐偗偰姰惉両(^^)
嶲峫偵偟偨丄乽擬張棟偺杮乿偱偡丅
擔姧岺嬈怴暦幮偐傜丄敪峴偝傟偰偄傑偡丅
僀儔僗僩偑懡偔丄戝曄暘偐傝傗偡偄杮偱丄偍姪傔偱偡丅
峾偼丄擬張棟師戞偱丄傑傞偱曄傢傝傑偡丅
摢偱偼暘偐偭偰偄傞偺偱偡偑丄帺暘偱傗偭偰傒傞偲丒丒
傑傞偱丄堘偆嬥懏偵側偭偨傛偆偵丒丒丒丅
嵟弶偵帋嶌偟偨僄儞僕儞偼丄巒摦偲摨帪偵僔儍僼僩偑攋懝偟傑偟偨丅
1昩偲懴偊傜傟傑偣傫偱偟偨偑丄擬張棟偟偨傕偺偼丄壗廫暘夢偟偰傕丄
壗偺曄壔傕偁傝傑偣傫丅
愄偺幵偼丄僋儔儞僋僔儍僼僩偑傛偔愜傟偨偦偆偱偡丅
崱偺幵偼丄傑偢偦傫側僩儔僽儖偼偁傝傑偣傫丅
擬張棟偺棤媄偑惗偒偰偄傞偐傜丒丒丒?
 Tachino Products
Tachino Products
