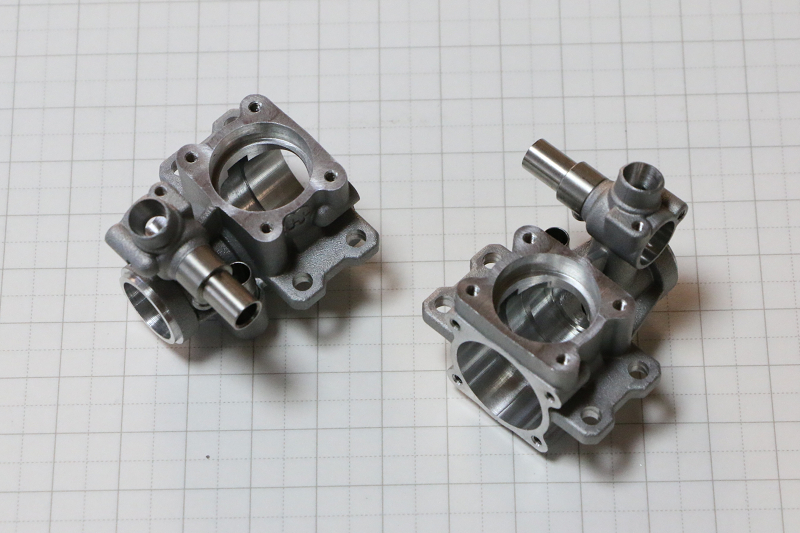
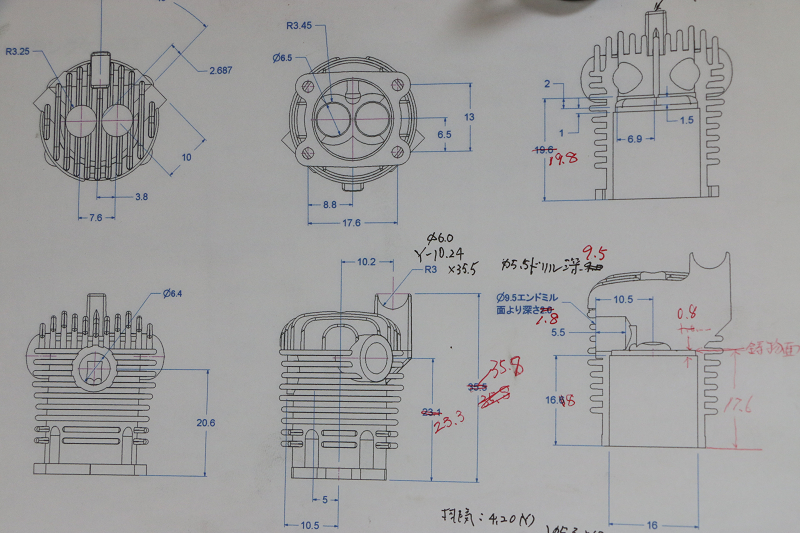
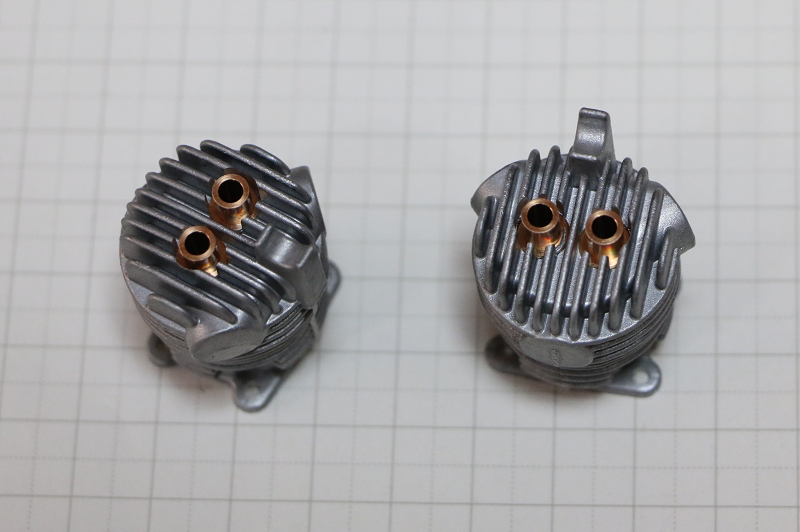
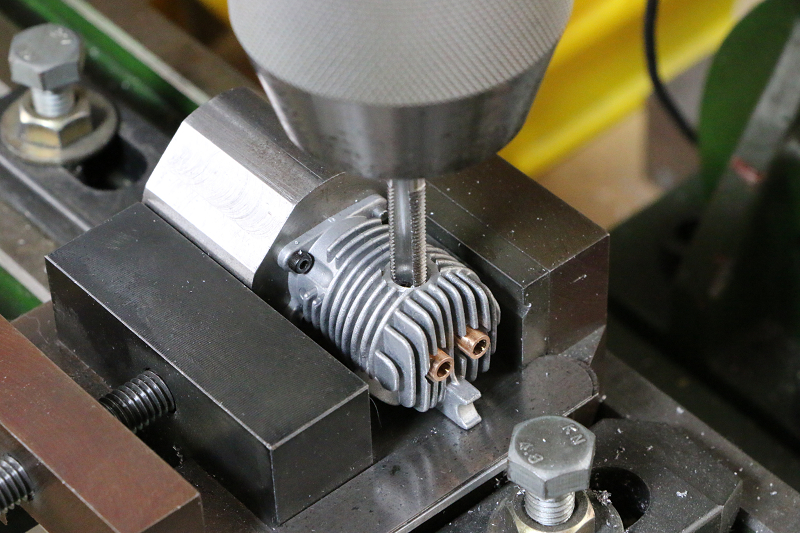
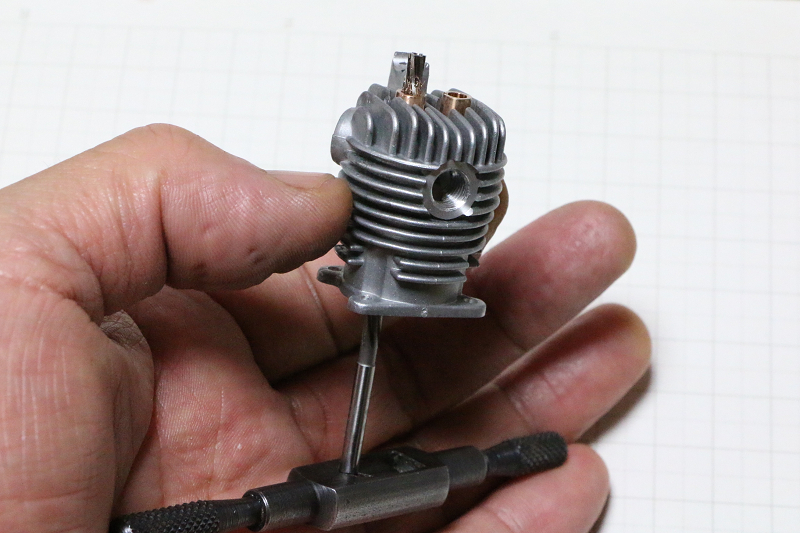
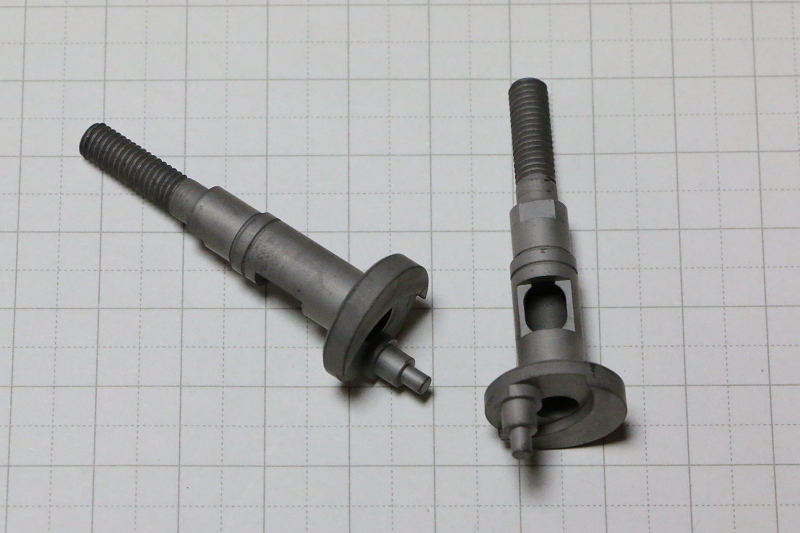
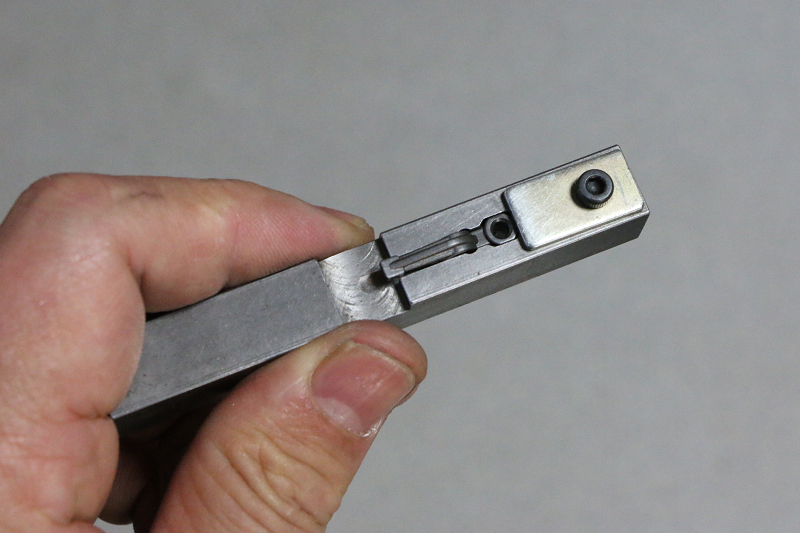
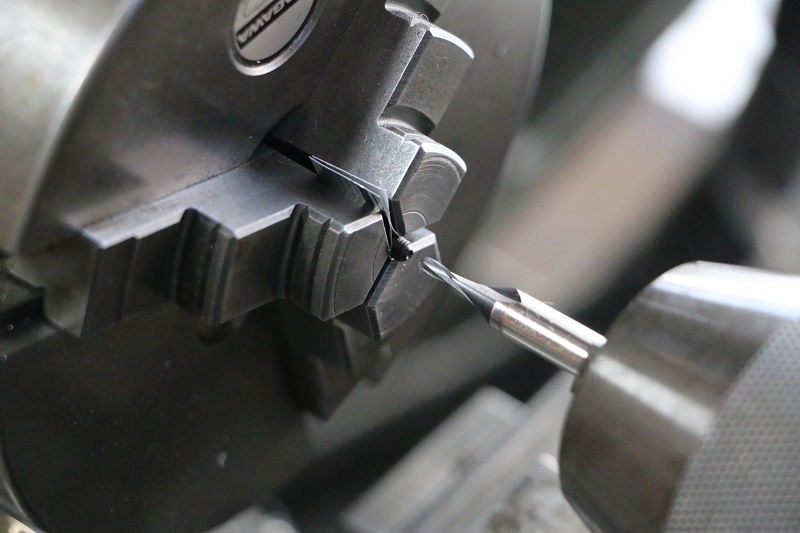
10僋儔僗4僒僀僋儖僄儞僕儞偺愗嶍壛岺曃

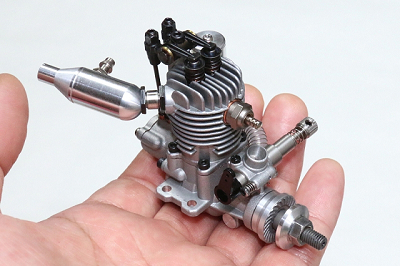
僋儔儞僋働乕僗偱崿崌婥傪埑弅偟偰僔儕儞僟乕偵憲傝崬傓僗乕僷乕僠儍乕僕曽幃偱
攔婥検1.62cc偺検嶻宆偲偟偰偼悽奅嵟彫僋儔僗偺係僒僀僋儖僄儞僕儞偺壛岺曇偱偡
儃傾宎13.4倣倣丄僗僩儘乕僋11.5倣倣偺僌儘乕僄儞僕儞偱偡丅
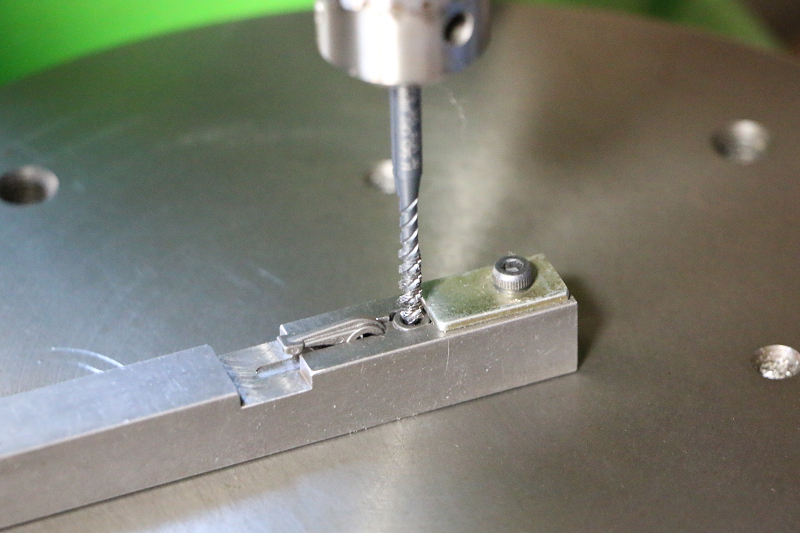
帋嶌僄儞僕儞偵偮偄偰偼
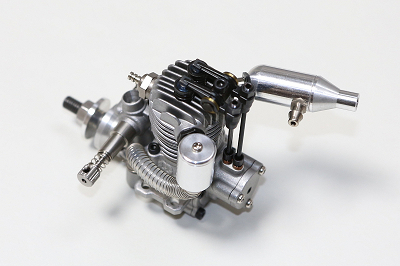
僋儔儞僋働乕僗偱崿崌婥傪埑弅偟偰僔儕儞僟乕偵憲傝崬傓僗乕僷乕僠儍乕僕曽幃偱
攔婥検1.62cc偺検嶻宆偲偟偰偼悽奅嵟彫僋儔僗偺係僒僀僋儖僄儞僕儞偺壛岺曇偱偡
儃傾宎13.4倣倣丄僗僩儘乕僋11.5倣倣偺僌儘乕僄儞僕儞偱偡丅
帋嶌僄儞僕儞偵偮偄偰偼

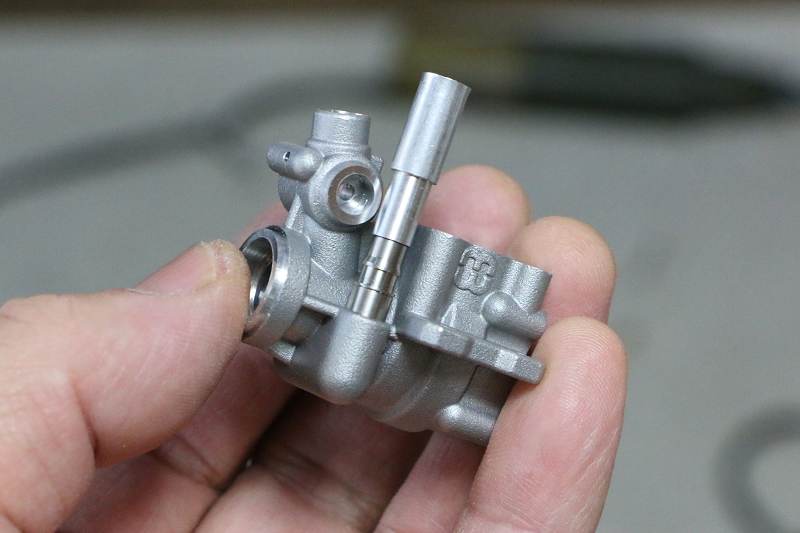





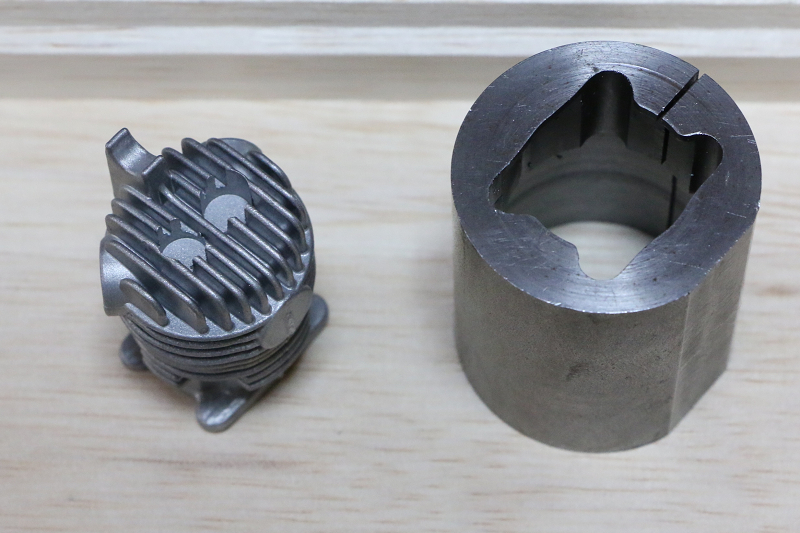




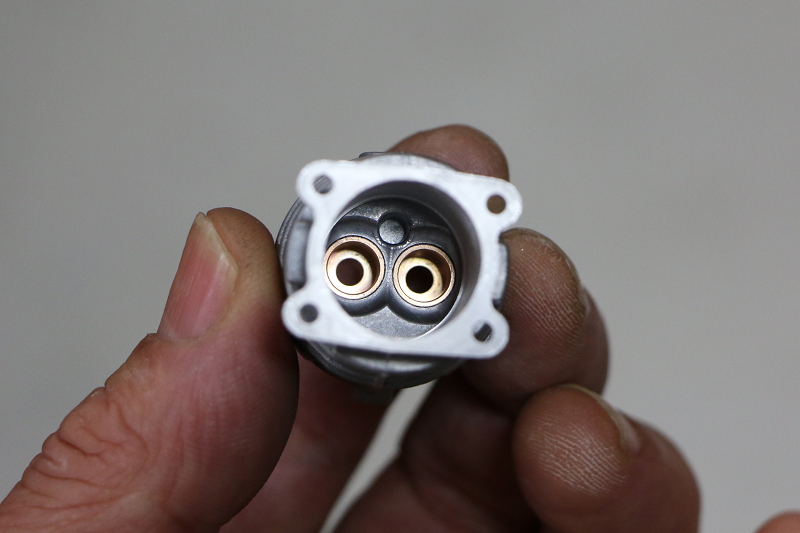
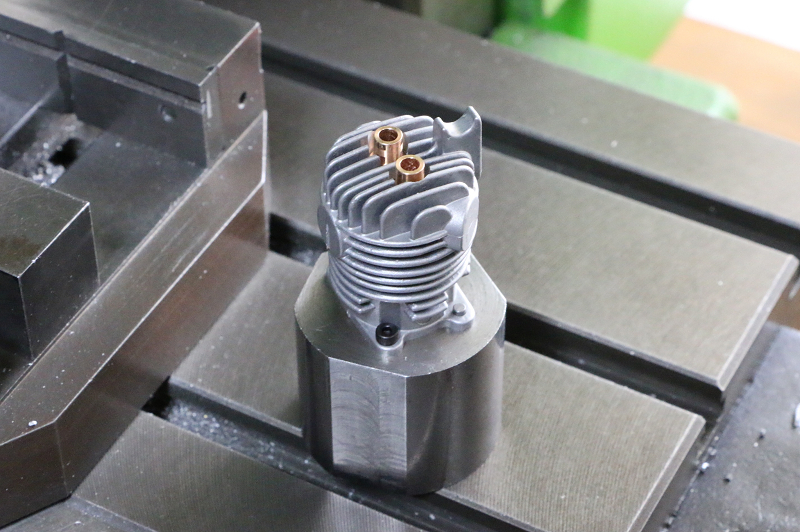




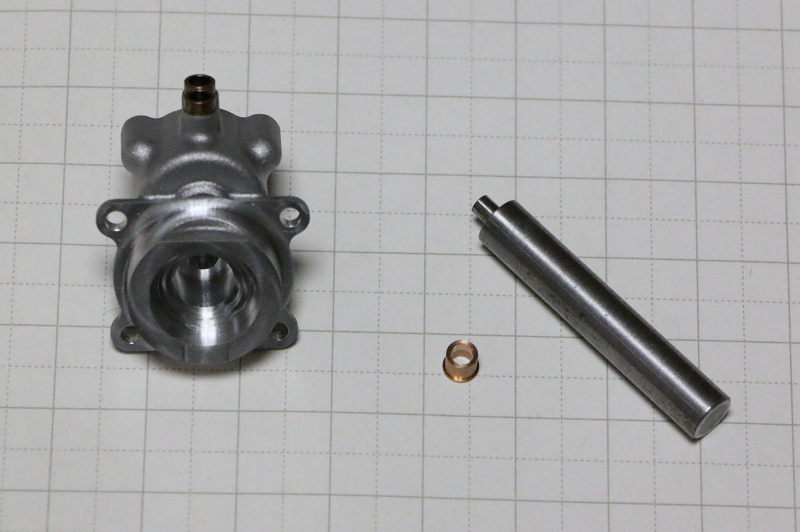










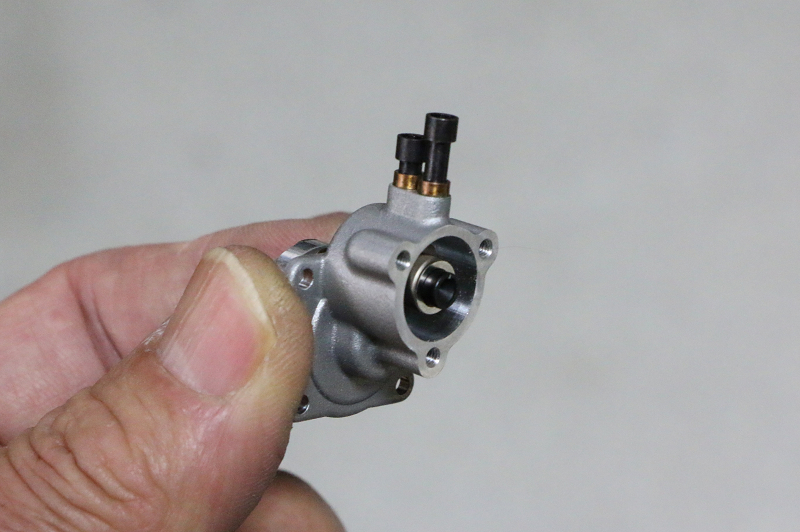






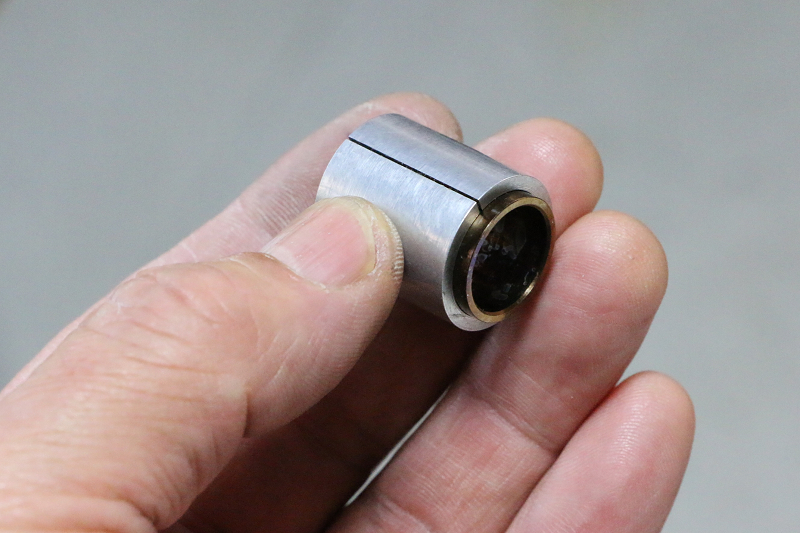







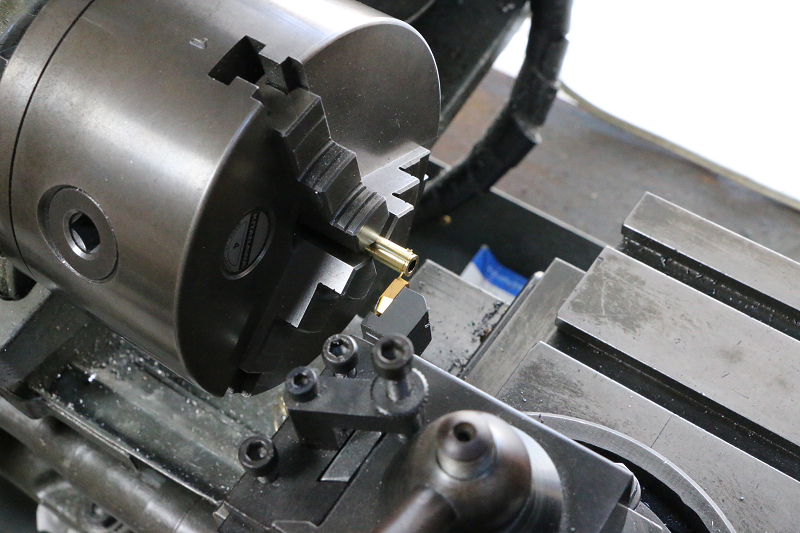

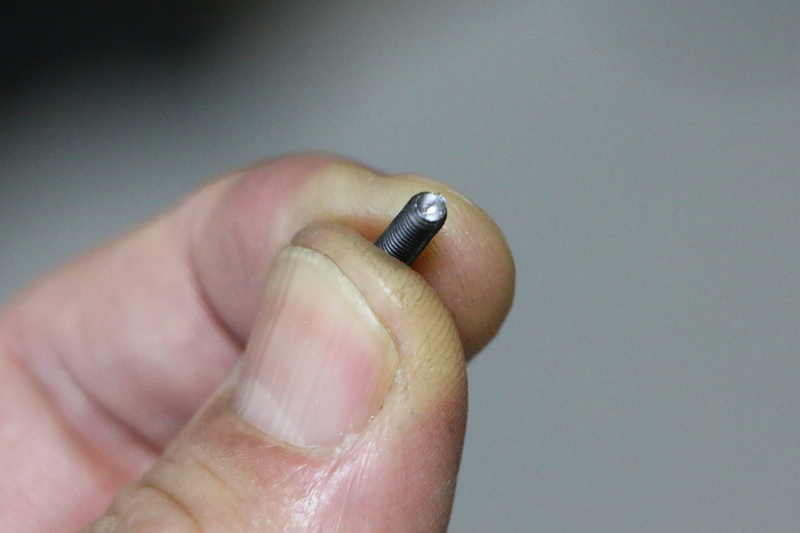














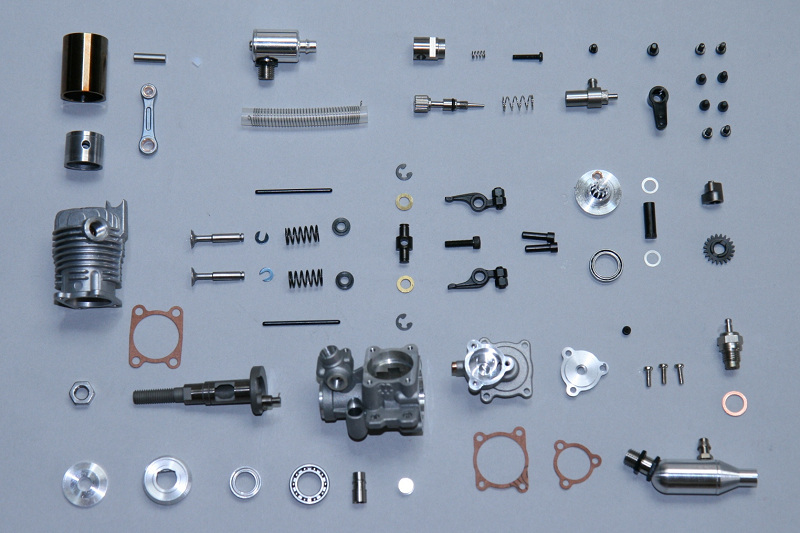
僋儔儞僋僔儍僼僩偺拏壔張棟丄僔儕儞僟乕偺峝幙僯僢働儖儊僢僉偱懴杸栒惈傪妋曐偟傑偟偨丅
偄傢備傞ABC巇條偱偼側偔AAN巇條偱偡丅(傾儖儈僺僗僩儞丄傾儖儈僔儕儞僟乕亄峝幙僯僢働儖儊僢僉)
僔儕儞僟乕偲僺僗僩儞偲偺擬朿挘棪偼摨偠偱丄掞峈偺戝偒偄僺僗僩儞儕儞僌偼巊梡偟偰偄傑偣傫丅
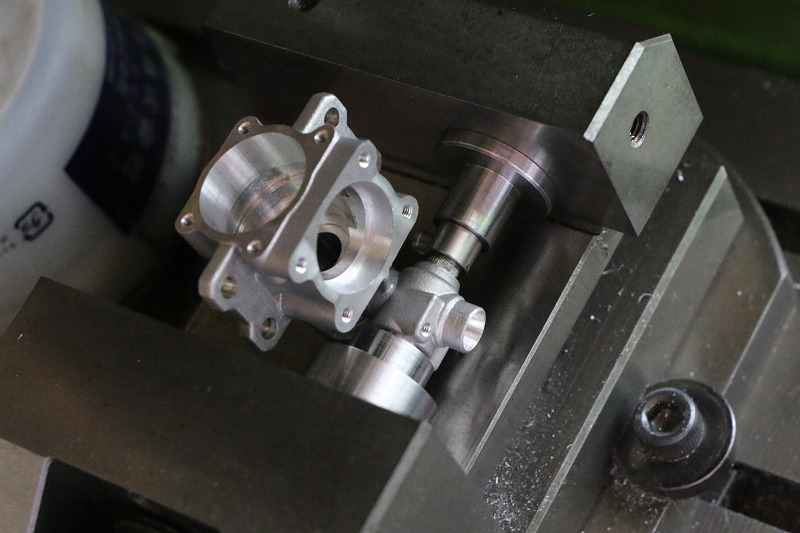
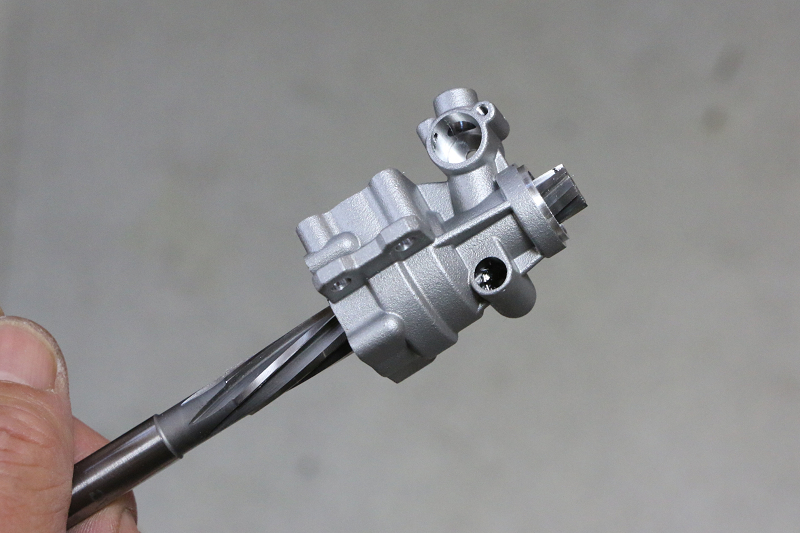
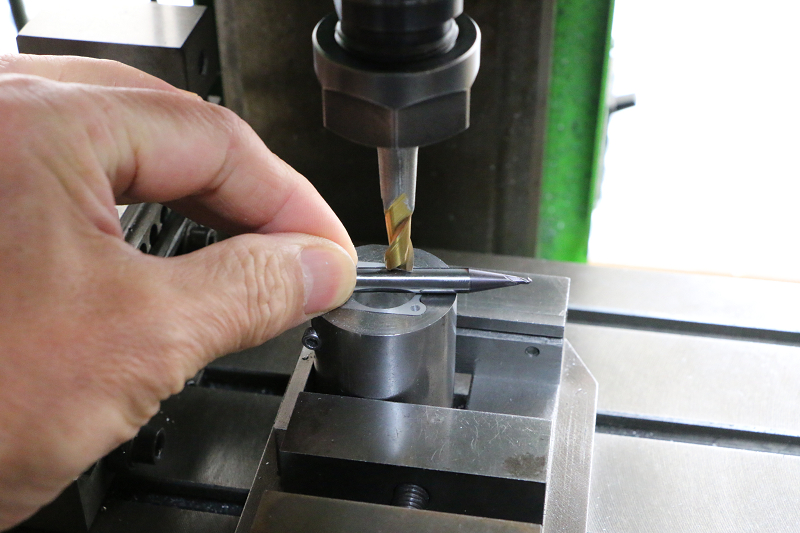
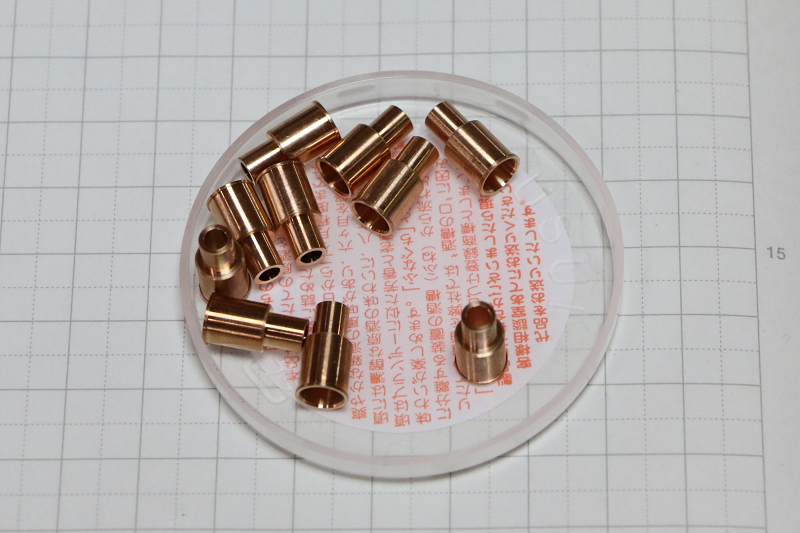
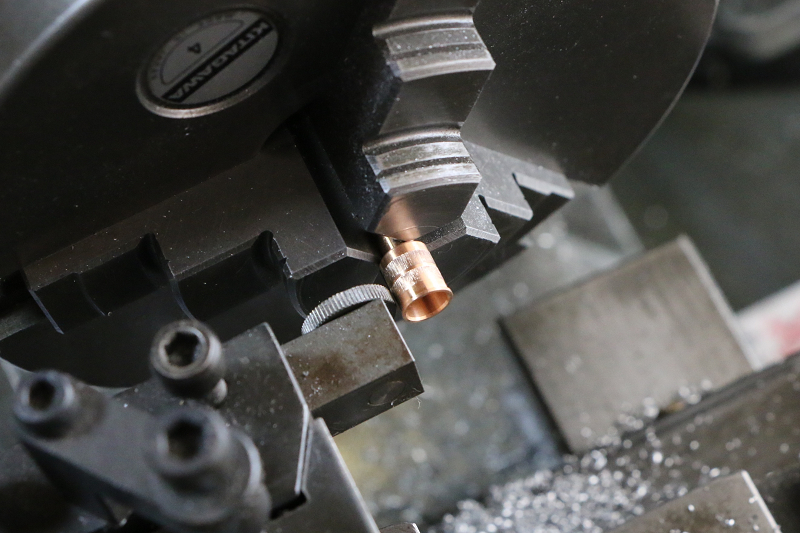
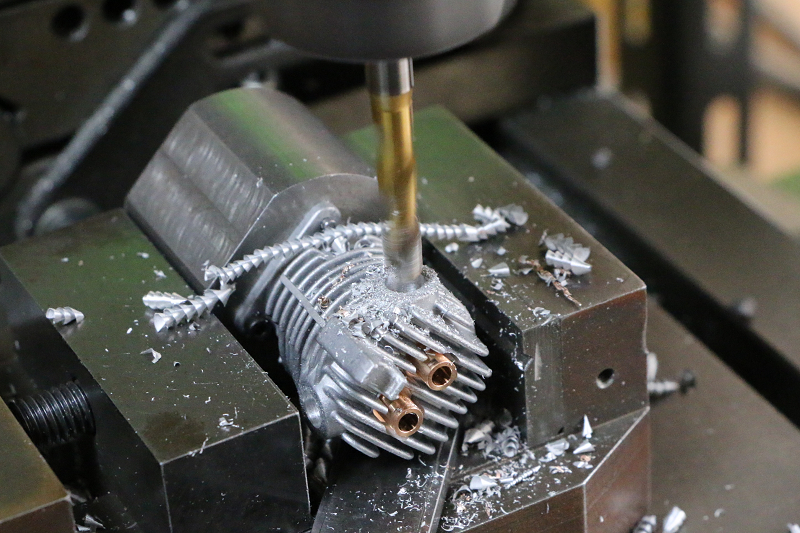
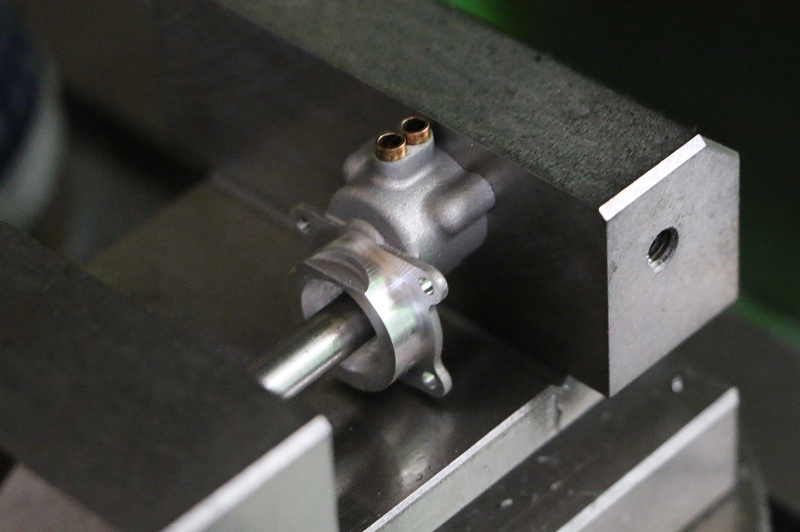
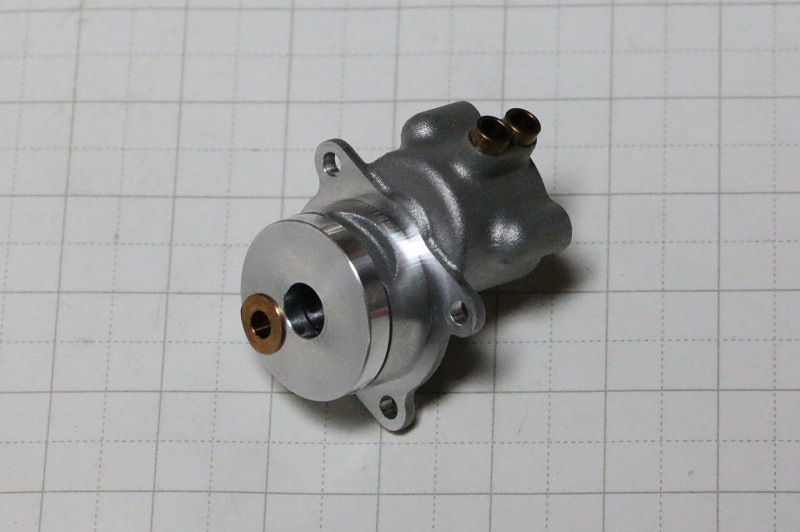
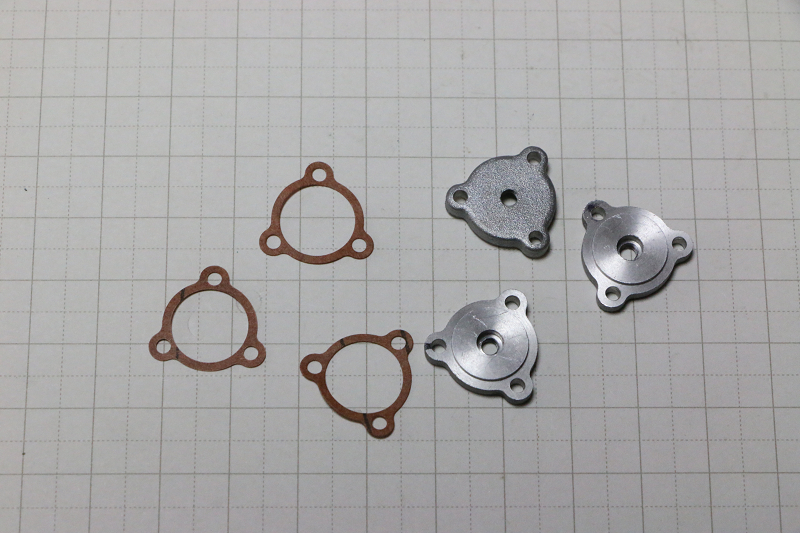
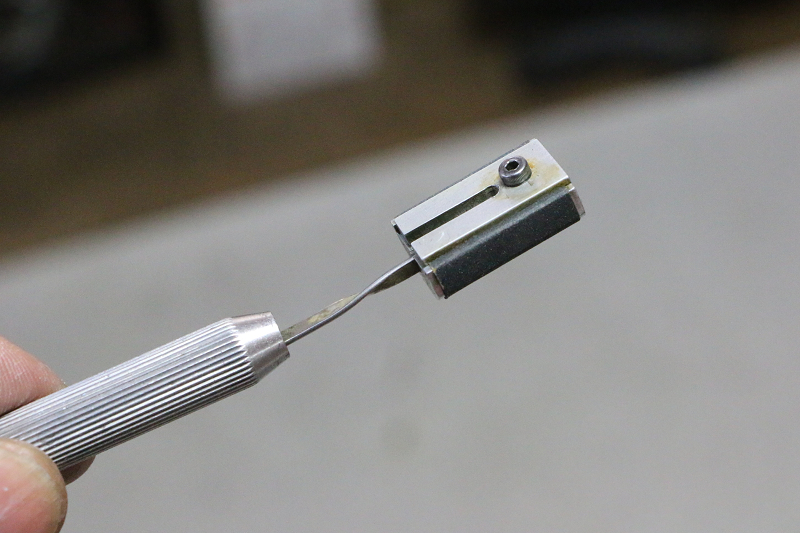
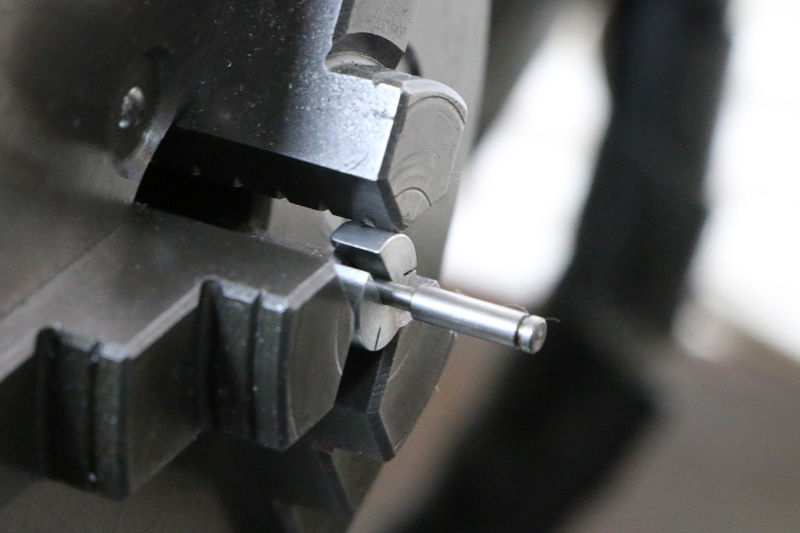
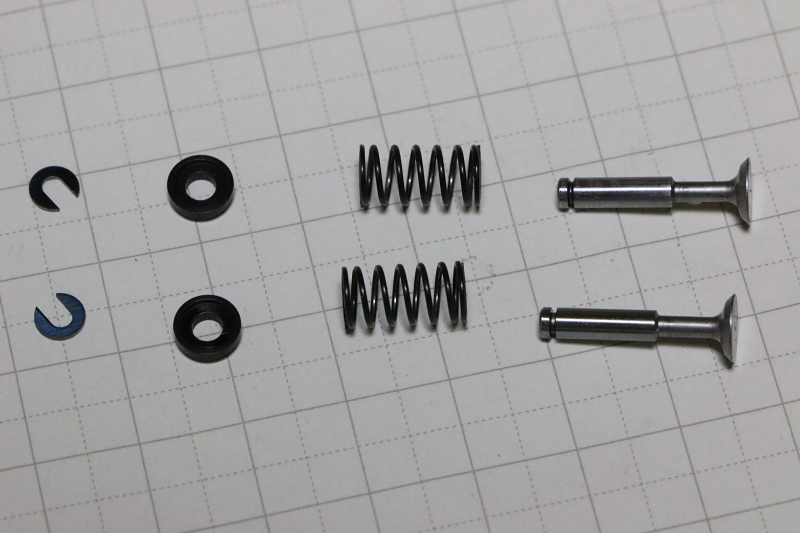
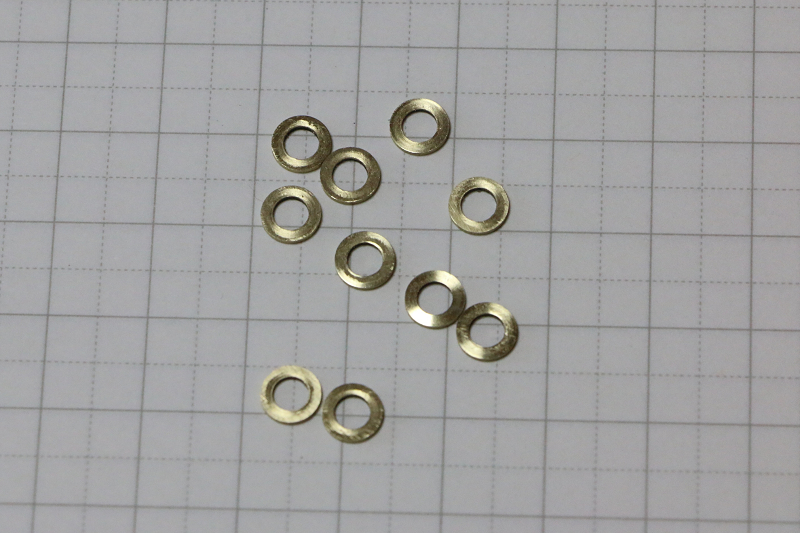
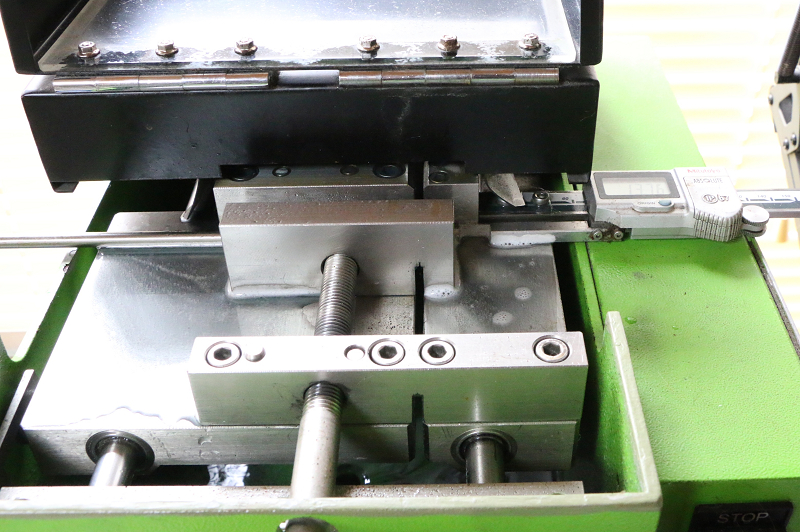
僶儖僽儔僀僫乕側偳悹摦晹偵偼儕儞惵摵傪埑擖偟丄庡梫幉庴偵偼3屄偺儀傾儕儞僌傪巊梡偟傑偟偨丅
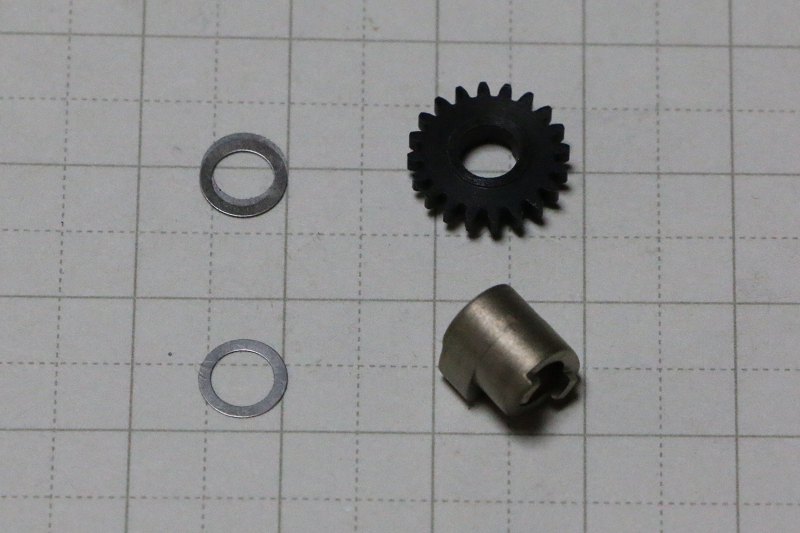
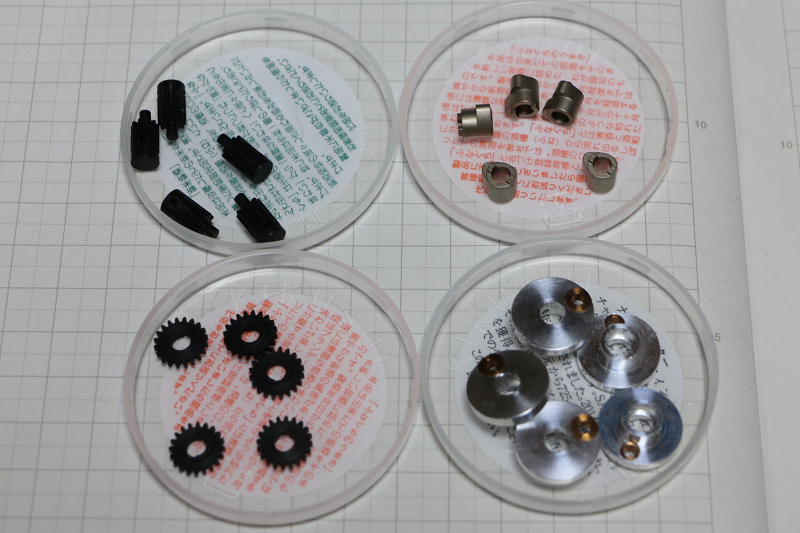
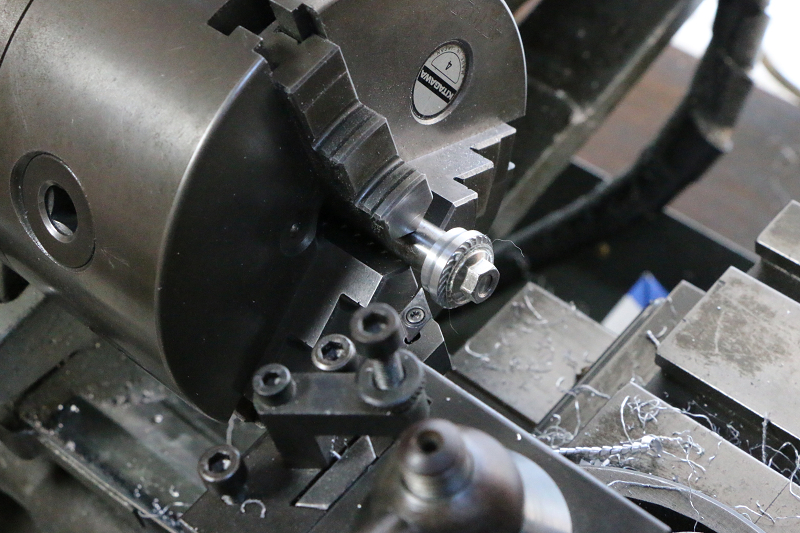
僊傾偼S45C從偒擖傟丄僇儉丄僽僢僔儏儘僢僪側偳嬱摦晹昳偼慡偰擬張棟傪巤偟傑偟偨丅
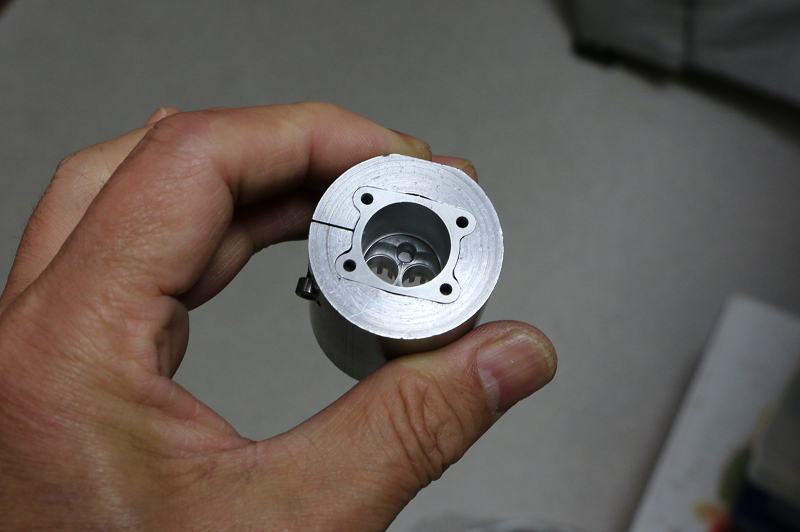
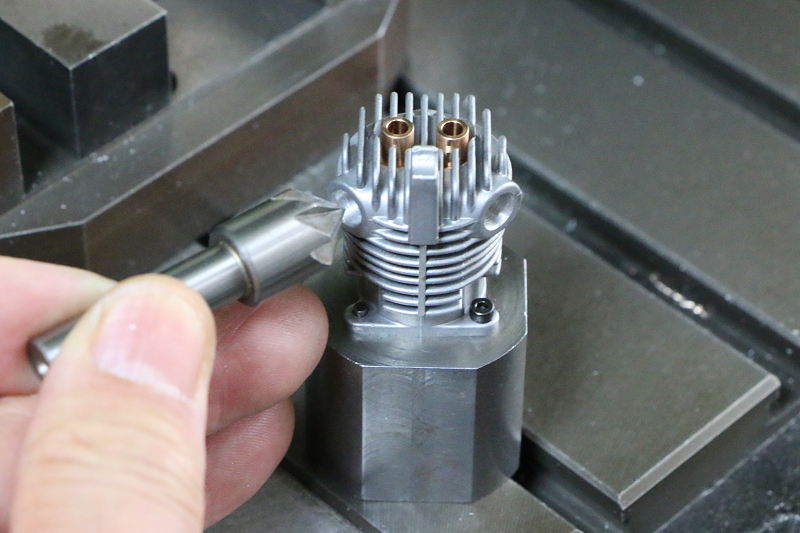
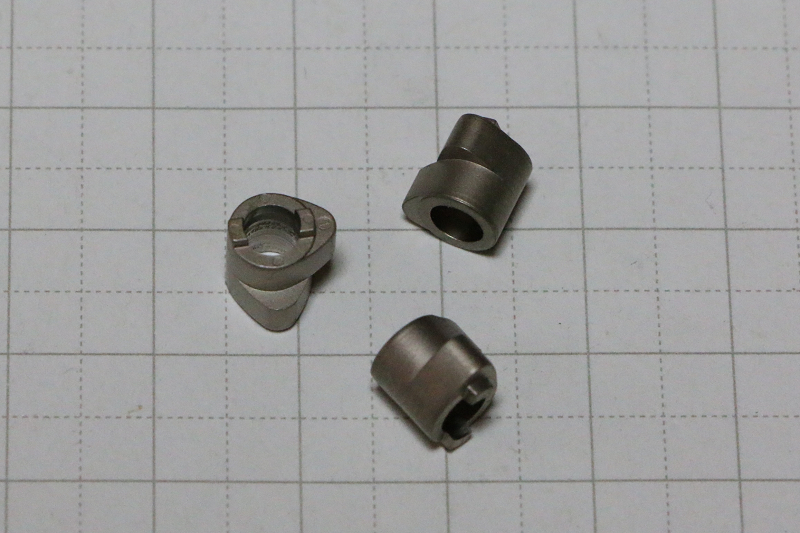
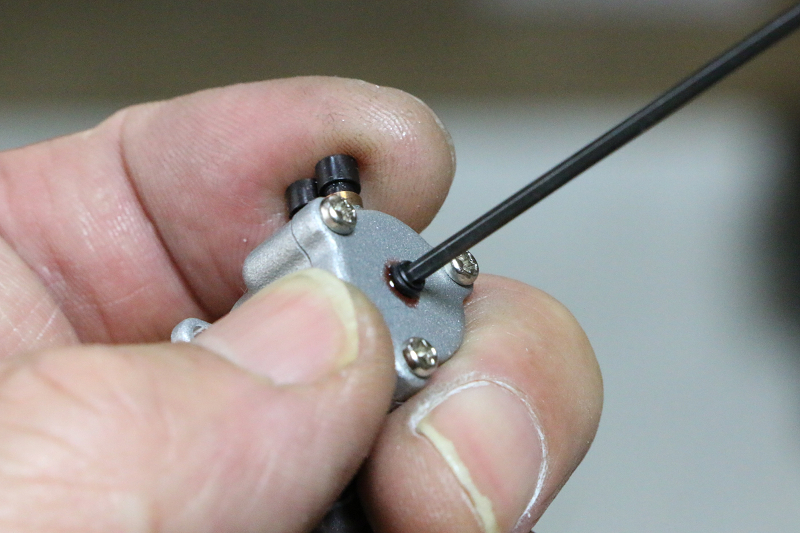
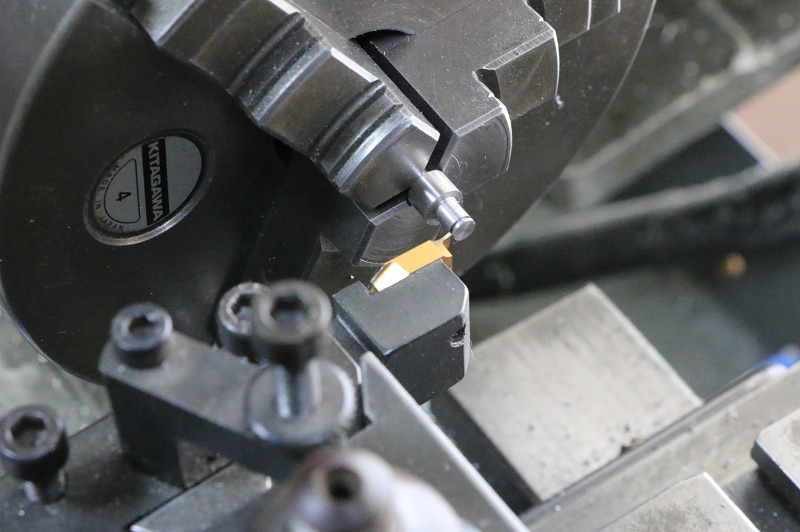
僄儞僕儞偼偦傟偧傟巊偆嵽椏偲擬張棟傗昞柺張棟師戞偱僈儔僋僞偵傕堩昳偵傕側傝傑偡丅
彫偝偔偰傕丄偦傟側傝偵崅惈擻側僄儞僕儞傪栚巜偟偰惢嶌偟偨傕偺偱偡丅
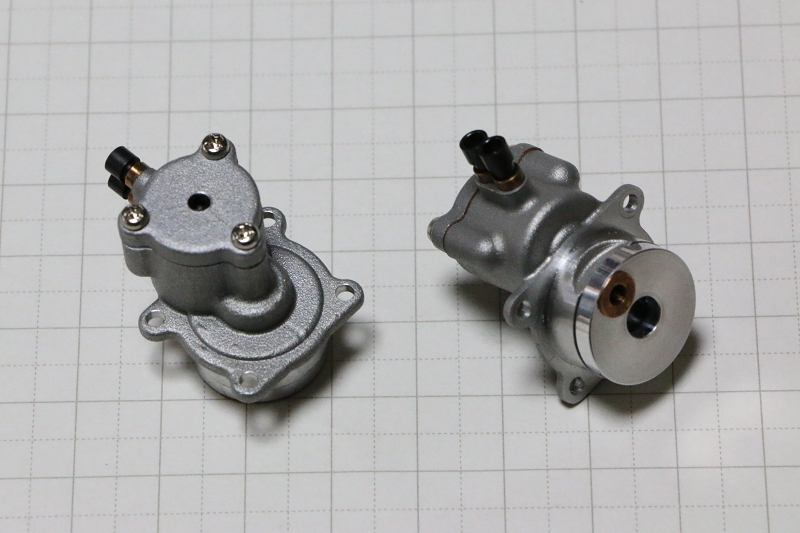
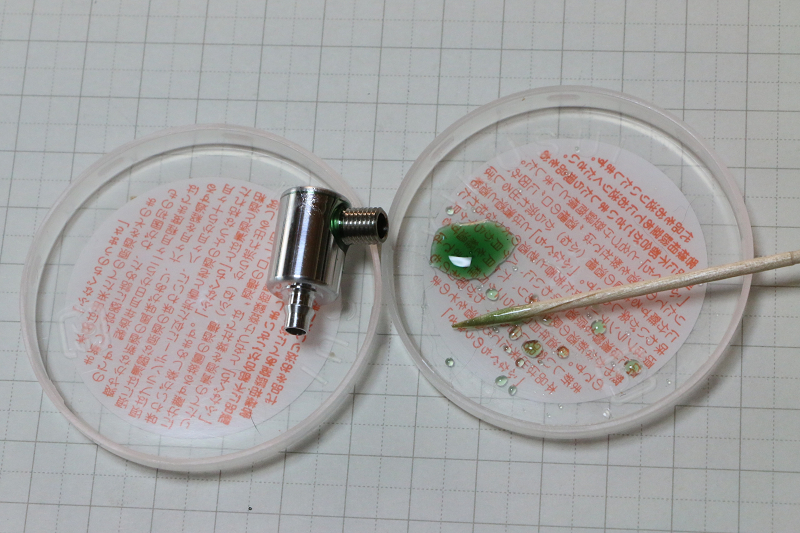
帺暘偱嶌偭偨僄儞僕儞偼帺暘偱懴媣僥僗僩傪峴偄傑偟偨丅150僼儔僀僩傑偱偼僇僂儞僩偟偨傕偺偺
偦傟埲崀偼傗傔傑偟偨丅
1僼儔僀僩5乣10暘偱婛偵200僼儔僀僩嬤偔傪偙側偟偰偍傝丄偙傟埲忋偺懴媣惈偼
柍堄枴偩偐傜偱偡丅
悢廫擭慜偵帺暘偱愝寁惢嶌偟偨僄儞僕儞偱帺嶌偟偨旘峴婡傪懚暘偵旘偽偟偰傒偨偄偲柌傒偨偄側偙偲傪
峔憐偟傑偟偨丅30擭偄傗40悢擭宱偭偰傗偭偲尰幚偺傕偺偲側傝傑偟偨丅
偙偺僄儞僕儞偼丄300戜傪惢嶌偟偰婛偵姰攧偟偰偄傑偡丅
500倗傎偳偺彫偝側旘峴婡偑挻僗儘乕僼儔僀僩偱4僗僩僒僂儞僪傪巆偟栚偺慜傪捠夁偟偰偄偔丅
愄昤偄偨嬻憐暔岅偱偟偨丅
 Tachino Products
Tachino Products
